What are the elements of Lean Production System?
There are two major pillars of lean production system. One is Just-in-Time system and other is Kaizen. Just-in-Time System was developed as a result of adoption and adaptation of Mass Production Techniques. Taiichi Ohno and his associates had been successful to tailor Ford Production system according to the Japanese market and economic constraints of that time.
Just-in-Time System:The definition of JIT is very simple and self-explanatory i.e. Producing only what is needed, in necessary quantity and at necessary time.
As discussed earlier, JIT is basically based on the concept of total elimination of inventories or safety stocks during the production of automobile. The same could not be possible without putting certain techniques and related philosophies into action. Here is the list of those elements that make this system run:
1. Levelled Production
2. Pull System
3. Continuous Flow Processing
4. Takt Time
5. Flexible Work Force (Shojinka)
6. 3 Ms (Muda, Mura, Muri)
7. 5Ss (Sifting, Sorting, Sweeping, Spick-n-Span and Sustenance)
Let’s discuss each one of them:
1. Levelled Production
Levelled production means producing various models on the same production line to cater the customer demand. See the following diagram. The various products are shown in the form of different geometrical shapes. Assume they are different models of vehicles being produced on the same production line.
Production levelling is done by finding the ratio of demand of various models. Instead of producing batches of the same model, mix models are produced on the same production line according to the ratio of their demand in the market.
This is how customers do not have to wait for long and throughout the month all the customers are served equally well.
2. Pull System
Pull system is the corner stone of JIT. The whole concept is based on customer demand. This demand is known as “Pull” that runs in backward direction. In other words, production activities begin as a result of the pull generated by the customers in the form of order confirmation by them.
Let’s understand this concept using the analogy of McDonald’s Burger. When you visit McDonald’s you do not find meal (the product) ready for you. You order your meal and production starts in a just-in-time manner. Why this happens? The answer is simple. McDonald’s cannot afford to produce burger without knowing the various combinations in the demand of its customers. The production of burger begins in the reverse direction. You, as a customer, pull or trigger this burger production chain.
Same holds true in case of auto manufacturing. The customer demands can vary given the intense competition in the auto-market. An auto-manufacturing company cannot afford to produce vehicles without incorporating customers’ demands as quickly and efficiently as possible.
The Pull System, although, simple to explain in terms of customer demand; is however, not so easy to explain in terms of production system.
When customer demand is established in the form of confirmed order, the organization begins production by sending signals in the backward direction. All the preceding processes send signals to the following processes. These signals come in the form of a “card” calledKanban. Kanban is a Japanese word meaning signboard.
Kanban is a reverse production order signal that guides every preceding process to produce what is needed, in necessary quantity and at necessary time for the next process. This Kanban works not only within different production departments of the assembly plant, but also between its vendor supplying parts to it. Here is a diagram that shows how it works in assembling process:
Why Toyota calls Kanban System based on “Supermarket Concept”?
Again this concept stems from customer picking product from the shelves of a shop. A supermarket stocks the items needed by customers when they are needed in the quantity needed, and has all of these items available for sale at any time.
Toyota Kanaban
Taiichi Ohno (a former Toyota vice president), who promoted the idea of Just-in-Time, applied this concept, equating the supermarket and the customer with the preceding process and the next process, respectively. By having the next process (the customer) go to the preceding process (the supermarket) to retrieve the necessary parts when they are needed and in the amount needed, it was possible to improve upon the existing inefficient production system in which the preceding processes were making excess parts and delivering them to the next process.
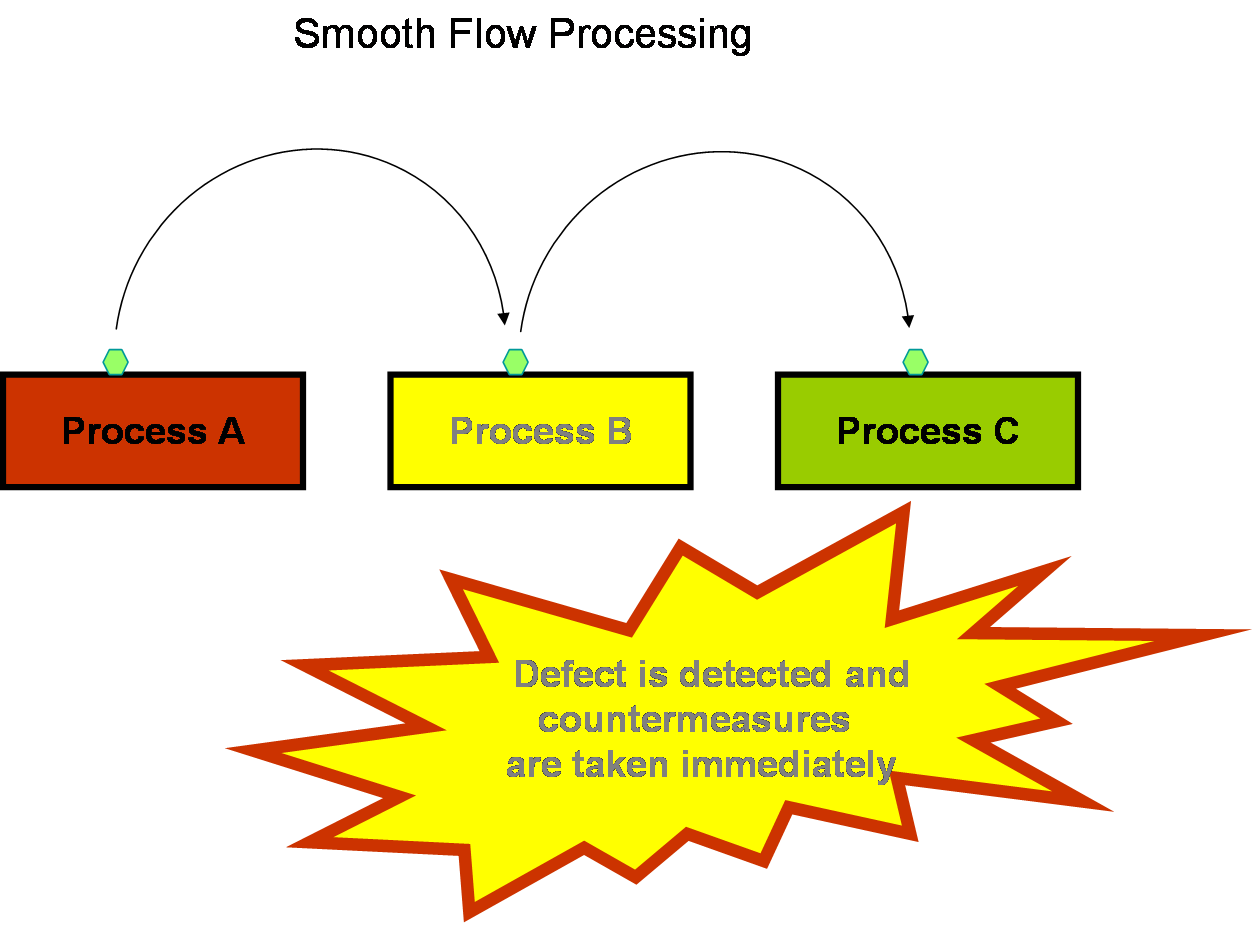
3. Continuous (Smooth) Flow Processing
Producing just-in-time is not possible until the organization ensures smooth flow processing. Continuous or smooth flow processing means arranging work inside each process to flow smoothly from one step to other. Why is it necessary? The answer is simple. You cannot maintain buffer or safety stocks in JIT system if it is to run efficiently. Keeping buffer or safety stock in between production process is the part of Just-in-Case system. The term JIC itself indicates fear of parts shortages that can ultimately affect production.
In continuous flow production you cannot maintain inventory. You pass through all your work in a continuous manner so that there is no chance of inventory management. If any defect occurs and remain undetected, it will remain limited to the same or very few components.
If defect occurs in the system based on JIC having huge safety stocks, the losses will be much higher and difficult to manage. Here is a diagram that illustrate the difference between both the systems:
Now compare above JIC based illustration with the JIT based continuous flow production system shown below:
4. Takt Time
Takt is a German word meaning “meter.” It is the time to finish given amount of work-doing a single operation, making one component, or assembling an entire car. It can be explained by the formula
Using the above formula the pace of work is set according to the market demand. For example there is a pull or market demand of 100 vehicles per day, this demand if divided by 480 minutes available in a day, will give you the number of units you can produce to serve your customers. This means that time available to produce parts or sub-assemblies of parts on each station or each assembly process is 4.8 minutes.
5. Flexible Workforce (Shojinka)
Flexible workforce or shojinka means to alter (increase or decrease) the number of operators within a shop or production department so that the same could be used according to variation in production demand.
Flexible workforce can be developed through continuous training and development. The training should be imparted in a manner that it could develop an employee as a multi-process handler rather than multi-machine handler. The concept can be understood with the help of following illustrations:
6. Three Ms (Muda, Mura, Muri)
3Ms are the irritants that simply prevent JIT operation from running effectively. They are constantly searched and eliminated from the system.
These are Japanese words and all of them start from English letter M, i.e. Muda, Mura and Muri. There meanings are:
Muda (non-valued added)
Mura (Overburden)
Muri (Uneveness)
Let’s understand it with the help of an illustration. Assume that you have to carry 12 tons of load in a truck having capacity of 4 tons maximum. You can take this load in either of the following ways:
Five S’s (Seiri,Seiton, Seiso, Seiketsu and Shitsuke)
This concept was evolved and developed in Toyota Motor Corporation. It is basically combination of five Japaese words that starts from English alphabet letter S
Seiri (Sifting): This `S’ lays emphasis on the importance of sorting out what is necessary and what is unnecessary and consequently discarding the unwanted items.
Seiton (Sorting):This `S’ has its foundation in the idea that “A place for everything and everything in its place”. The underlying concept of this is to maintain an atmosphere of easy accessibility where everything of importance can be located with the least difficulty.
Seiso (Sweeping)
Sweeping and cleaning means surface and other areas free from oil and chemicals that may or may not cause slippage, fire or any other possible hazard.
There are several steps in the cleaning process:
1. Increase the lighting in the work area
2. Divide the area into zones
3. Define responsibilities for cleaning
4. Repair any leaks on machines
5. Identify proper methods and tools for cleaning
6. Provide protection for the persons doing the cleaning (gloves, face-masks)
7. Clean machines, floors, walls and ceilings
8. Paint machines, floors, walls and ceilings
9. Identify the sources of dirt
10. Try to eliminate the need to clean inspect machines and tools while cleaning
11. If possible, perform some preventive maintenance while cleaning and inspecting (example tightening hydraulic hoses)
It is important to note that Seiso is cleaning, but also inspecting and simple repair and preventive maintenance.
Seiketsu (Spic and Span):This `S’ is exactly what the literal translation means.
It stresses on the importance of keeping one’s area of work or studies clean and that the continual cleaning of the environment minimises and finally eradicates the source of dirt.
Shitsuke (Sustenance): The continued employment of the first four S’s leads to their unconscious implementation and in turn causes them to become a part of our day to day life. This `S’ is self-explanatory and stresses the need for discipline in every sphere of life.
It can be done through continuous training, organizing competition and full support from top management.
What are the benefits of implementing Just-in-Time system?
JIT is world’s one of the best proven production systems. If implemented according to its core principles and lessons learnt through its theory and practice, a company can successfully achieve the following benefits:
1. Reduction of direct and direct labor by eliminating non-value added activities.
2. Reduction of floor space and warehouse space per unit of output.
3. Reduction of setup time and schedule delays as the factory becomes a continuous production process.
4. Reduction is waste, rejects, and rework by detecting errors at the source.
5. Reduction of lead time due to small lot sizes, so that downstream work centers provide feedback on quality problems.
6. Better utilization of machines and facilities.
7. Better relations with suppliers.
8. Better integration of and communication between functions such as marketing, purchasing, design, and production.
9. Quality control built into the process.
credit : http://totalqualitymanagement.wordpress.com/2008/10/28/lean-production-system/

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}